Electronique Mag - Le journal de l'électronique.
- accueil .
- abonnement .
- newsletter .
-
 Flux RSS
.
Flux RSS
.
- soumissions .
- publicité .
- contacts
Flux RSS
.

Toutefois le brasage au laser reste une technologie coûteuse et ses réels avantages ne suffisent pas toujours à justifier le surcoût de la machine lors de l’achat. Grâce à l’utilisation de nouvelles technologies, les inconvénients majeurs du brasage laser sont considérablement réduits et la différence importante entre les coûts des consommables entre un système laser par rapport à un fer vont accentuer la prédominance des robots laser.
Depuis 1998, la société Wolf basée à Freudenstadt s’est spécialisée dans les systèmes laser pour différentes applications dans la fabrication électronique. Les sources laser sont des diodes pour les applications de brasage ou de soudure thermoplastique, des sources Nd-Yag ou CO2 pour le marquage de caractères et de codes Datamatrix. Ces dix années d’expérience acquises par la société Wolf permettent d’avoir une analyse avec suffisamment de recul pour mettre en évidence les quatre principaux obstacles qui freinent encore le succès du brasage laser :
![]() les brûlures sur le dessus du circuit imprimé suite à des
réflexions du rayon laser,
les brûlures sur le dessus du circuit imprimé suite à des
réflexions du rayon laser,
![]() les brûlures sous le dessus du circuit imprimé dues au
passage du rayon entre les broches des composants et
les trous métallisés,
les brûlures sous le dessus du circuit imprimé dues au
passage du rayon entre les broches des composants et
les trous métallisés,
![]() les dépenses onéreuses en maintenance à cause de la
durée de vie limitée des diodes laser,
les dépenses onéreuses en maintenance à cause de la
durée de vie limitée des diodes laser,
![]() les brasages défectueux causés par les interruptions
de flux dans l’âme du fil d’étain.
les brasages défectueux causés par les interruptions
de flux dans l’âme du fil d’étain.
Les trois premiers points sont des problèmes typiques du brasage laser. Le quatrième point est un obstacle pour tous les robots de brasage équipés d’un système d’avance de fil.
Pour réduire des brûlures collatérales décrites dans les deux premiers points, un nouveau concept de source laser est utilisé. A la place du rayon laser unique, la tête de brasage propage six rayons laser indépendants et orientables dans différentes directions. L’intensité du rayonnement induit qui à l’origine des brûlures sera alors réduite à un sixième de la puissance totale. Bien entendu, le bloc optique a du être fortement retravaillé pour inclure les six optiques indépendantes. De plus, le bloc devait rester compact et léger car il est assemblé sur le robot 4 axes.
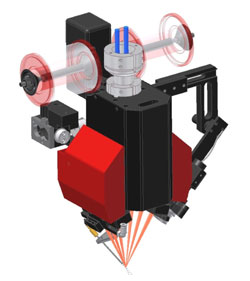 Synoptique du nouveau bloc optique laser LLW03 avec
ses six sources de diodes laser. Le nouveau bloc est équipé de
deux boîtiers comprenant chacun trois sources et trois optiques
distinctes. Chacune des sources a une puissance maximum de 10
W. La combinaison des six sources permet de réaliser un brasage
avec une puissance de 60 avec une longueur d’onde de 960nm.
Deux alimentations indépendantes de fil d’étain sont montées sur
ce bloc.
Synoptique du nouveau bloc optique laser LLW03 avec
ses six sources de diodes laser. Le nouveau bloc est équipé de
deux boîtiers comprenant chacun trois sources et trois optiques
distinctes. Chacune des sources a une puissance maximum de 10
W. La combinaison des six sources permet de réaliser un brasage
avec une puissance de 60 avec une longueur d’onde de 960nm.
Deux alimentations indépendantes de fil d’étain sont montées sur
ce bloc.
Pour palier le problème de la durée de vie limitée des diodes laser, l’approche a été la suivante : utiliser des sources laser multiples de faible puissance qui allongent considérablement la durée de vie des diodes. Une source de 60W avec 6 diodes de 10 Watt a une durée de vie 10 fois supérieure à une source unique de 50 W qui est aujourd’hui le standard pour les robots de brasage.
Suivant l’application, le MTBF (Mean Time Between Failure) du bloc à 6 diodes peut atteindre 250 000 heures de fonctionnement, soit 600 millions de brasages sans prévoir aucune dépense de consommables. Avec l’utilisation d’un robot au fer, le coût des consommables pannes et éponges devient alors un inconvénient majeur. Le surcoût de la machine laser peut être amorti en une année pour de la production de grande série. Un dernier avantage des six sources est la souplesse pour le cas de brasages difficiles.
Dans certains cas, le PAD de soudure n’a pas une forme classique à cause des contraintes externes de la pièce. Ces cas seront facilement traités par le positionnement ajustable des six rayons laser.
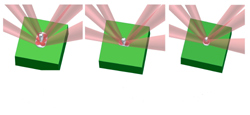 Répartition des impacts laser sur le pourtour du PAD.
Concentration de part et d’autre du PAD
Concentration au centre du PAD.
Répartition des impacts laser sur le pourtour du PAD.
Concentration de part et d’autre du PAD
Concentration au centre du PAD.
Le problème général des interruptions dans la continuité du flux dans les fils de brasage a été résolu par l’utilisation de deux dérouleurs de fil.
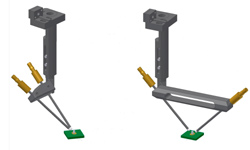 Système d’avance de fil double
Système d’avance de fil double
Les arrivées de fil se font soit du même coté, soit à l’opposé ; cela permet d’apporter plus rapidement la quantité d’alliage voulue. Relation entre le diamètre du fil et le volume du joint
| Diamètre du fil | 1 | 0.7 | 0.5 |
| Surface PAD mm² | 1 | 0.7 | 0.5 |
| Volume mm³ | 0.785 | 0.385 | 0.196 |
Surface PAD = D.L
Volume = π.L.D 2/4
Deux fils de diamètre de 0,5 mm seront privilégiés à la place d’un fil d’étain de diamètre de 0,7 mm. En résumé, les avantages importants d’utiliser deux avances de fil sont les suivants :
![]() la probabilité que le flux soit absent simultanément
dans les deux bobines est très faible,
la probabilité que le flux soit absent simultanément
dans les deux bobines est très faible,
![]() l’utilisation de bobines de fils de haute qualité n’est plus
une nécessité pour garantir la réalisation de chaque
brasage,
l’utilisation de bobines de fils de haute qualité n’est plus
une nécessité pour garantir la réalisation de chaque
brasage,
![]() la périodicité de changement des bobines est doublée,
étant donné qu’il y a deux fils pour réaliser un même
volume du joint de soudure,
la périodicité de changement des bobines est doublée,
étant donné qu’il y a deux fils pour réaliser un même
volume du joint de soudure,
![]() les fils fusionnent plus rapidement,
les fils fusionnent plus rapidement,
![]() la durée d’avance fil est réduite,
la durée d’avance fil est réduite,
![]() selon l’application, les arrivées de fils peuvent être
opposées.
selon l’application, les arrivées de fils peuvent être
opposées.
Ce positionnement est très intéressant lorsque la surface du PAD est importante. Cela améliore l’homogénéité du ménisque et accélère le brasage. Ce nouveau module laser est monté sur un robot cartésien quatre axes X/Y/Z/Rotation. C’est la solution la plus flexible qui permet de se positionner facilement à tout endroit du circuit imprimé.
 Deux options complémentaires sont adaptables sur la
tête laser.
Deux options complémentaires sont adaptables sur la
tête laser.
Dans le cas où la précision mécanique de la pièce à braser n’est pas suffisante, une caméra avec un système de traitement de l’image permettra de repositionner en XY le robot sous le circuit imprimé avant d’effectuer le tir laser. Une prise de mire ou d’une image de référence est alors utilisée comme repère.
Le laser garantit un apport d’énergie constant sur le PAD mais ne donne pas de notion de température. Dans certaines applications, un pyromètre est ajouté pour surveiller la température sur le PAD. Ces nouvelles technologies de laser devraient rapidement être mises en application en particulier chez les sous-traitants automobile. Le premier laser de ce type sera installé en France courant septembre 2008.


![[]](https://m3.moostik.net/img/?pseudo=fred159s&cpt=Electronique Mag
1007&option=invisible)

